Produktionsprozesse
Die Herstellung von Eversharp Scheren ist mehr als nur eine Reihe von Schritten; sie ist ein Zeugnis für kompromisslose Hingabe und meisterhaftes Handwerk. Von der sorgfältigen Auswahl des hochwertigen japanischen Edelstahl bis hin zu den komplexen Prozessen des Stanzens, der Wärmebehandlung, des CNC-Schleifens, des Fasen und darüber hinaus spiegelt jede Phase unser unermüdliches Streben nach Exzellenz wider. Wir sind fest davon überzeugt, dass wir nur durch akribische Liebe zum Detail wirklich außergewöhnliche Scheren schaffen können, die den Benutzern ein scharfes, langlebiges und komfortables Erlebnis bieten. Eversharp Scheren sind nicht nur Werkzeuge; sie sind die perfekte Verkörperung des Handwerkgeistes.
Produktionsworkflow

Edelstahl-Stanzteile
Edelstahl-Stanzen ist ein entscheidender Schritt, der für die Herstellung von hochwertigen Scheren unerlässlich ist. Unser Prozess beginnt mit der Auswahl von hochwertigen japanischen Edelstahlblechen, die dann verarbeitet werden, um die komplizierten Klingen und Griffe der Scheren zu formen. Ob für den professionellen Einsatz oder für alltägliche Aufgaben zu Hause, Eversharp aus Edelstahl gestanzte Scheren bieten die beste Qualität auf dem Markt.

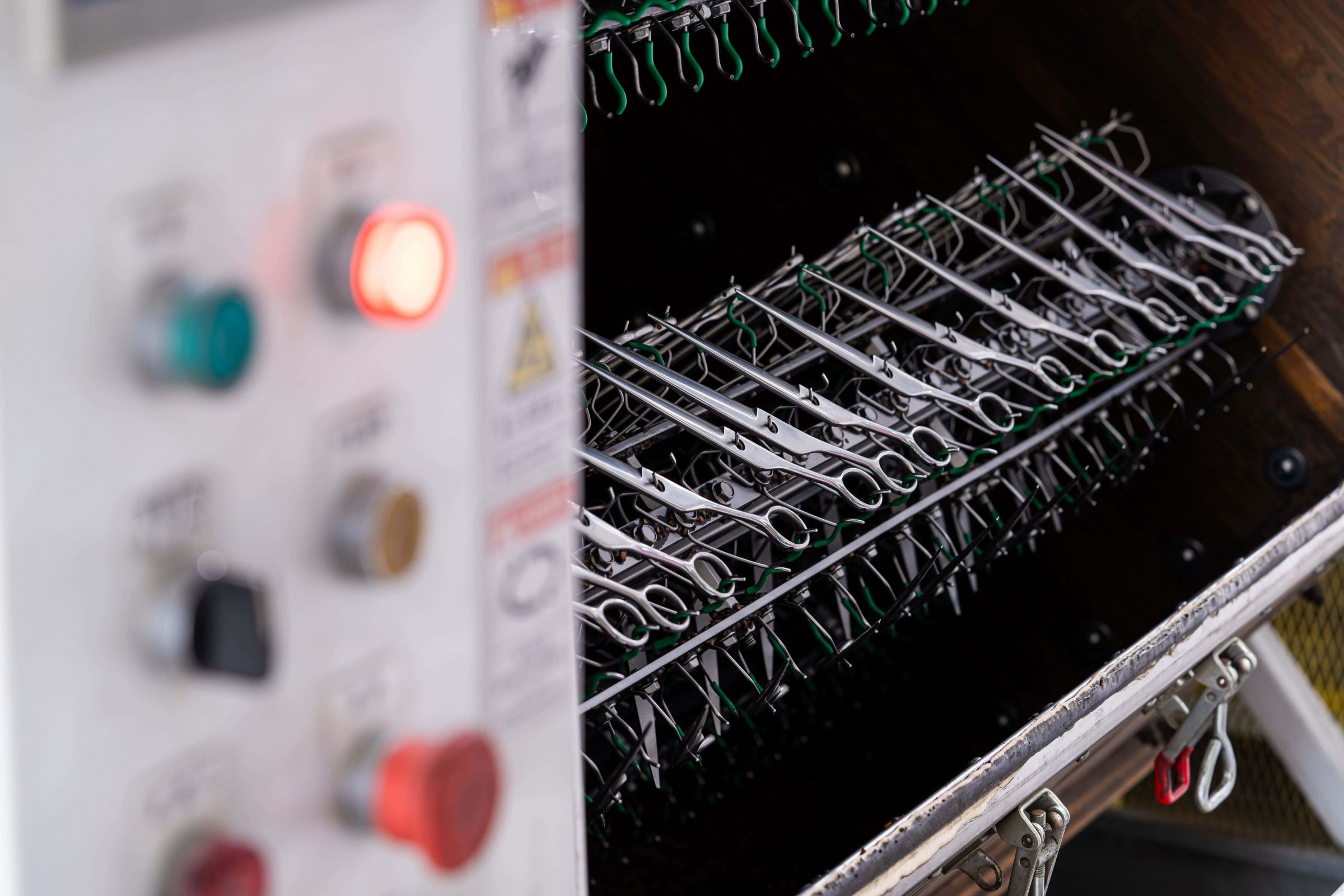
Wärmebehandlung
Wärmebehandlung ist entscheidend für die Verbesserung der Leistung und Haltbarkeit von Scheren. Durch das Erhitzen der Klingen auf spezifische Temperaturen und das kontrollierte Abkühlen verfeinern wir die Kornstruktur des Metalls, was Härte, Zähigkeit und Festigkeit erhöht. Dieser Prozess reduziert auch innere Spannungen und verbessert die Verschleißfestigkeit, wodurch scharfe Kanten und Langlebigkeit gewährleistet werden.

Hohlschleifen mit CNC
CNC-Hohlschliff ist ein präzises Verfahren zur Verbesserung der Schärfe und Schneideeffizienz von Scheren. Es automatisiert das Schleifen von konkaven Flächen entlang der Klinge und erzeugt einen Hohlschliff, der die Kantenpräzision verbessert. CNC sorgt für eine konsistente Geometrie und erhält eine gleichmäßige Dicke und Ausrichtung. Das Ergebnis sind Scheren mit überlegener Schneidleistung, reduziertem Reibungswiderstand und besserer Manövrierfähigkeit.

Fasen-Schleifen
Spezifikationen mit verschiedenen Schleifscheiben ermöglichen es, das Werkstück durch Wärmebehandlung der entkohlen Schicht zu entfernen, erlauben aber auch, das Werkstück auf eine geeignete Bearbeitungsgröße und Rauheit zu bringen.

Scheren mit Nietenklingen
Rivets werden durch einen zentralen Riegel verbunden, der ein reibungsloses Öffnen und Schließen ermöglicht und gleichzeitig Ausrichtung und Stabilität gewährleistet. Hergestellt aus langlebigen Materialien wie Edelstahl oder Messing, verbessert der Riegel die Festigkeit und Langlebigkeit.

Hohlschliff poliert
Scheren mit honed line grinding verfügen über eine präzise Kante, die die Schärfe und Schneideffizienz erhöht und saubere, präzise Schnitte mit minimalem Aufwand gewährleistet. Diese Technik hilft, die Klingenaufrichtung und die Kantenhaltbarkeit im Laufe der Zeit zu erhalten.

Honen der Schneide
Scheren mit honed line grinding verfügen über eine präzise Kante, die die Schärfe und Schneideffizienz erhöht und saubere, präzise Schnitte mit minimalem Aufwand gewährleistet. Diese Technik hilft, die Klingenaufrichtung und die Kantenhaltbarkeit im Laufe der Zeit zu erhalten.

Schneide schleifen
Das Schleifen der Schneide von Scheren ist ein präziser Prozess, der die Klinge für optimale Schärfe und Leistung formt. Es gewährleistet eine gleichmäßige Dicke und einen scharfen Schneidwinkel für mühelose, präzise Schnitte.

Klingenwinkelanpassung
Die Klingenwinkelanpassung bei Scheren umfasst das Feintuning der Klingenkrümmung für optimale Leistung und Ergonomie. Diese Anpassung verbessert die Präzision und reduziert die Belastung des Handgelenks, indem fortschrittliche Techniken verwendet werden, um die Ausrichtung und die sanfte Schneidbewegung aufrechtzuerhalten.

Montage
Die Montage von Scheren ist ein präziser Prozess, bei dem Klingen, Griffe und Schraubensätze fachgerecht montiert werden, um optimale Leistung und Haltbarkeit zu gewährleisten. Unser Montageteam sorgt für die richtige Ausrichtung, sichere Montage und reibungslose Bedienung.

Scherenreinigung und Ölen
Nach der Montage werden die Scheren gereinigt und geölt, um eine optimale Leistung und Langlebigkeit zu gewährleisten. Dieser Prozess entfernt Ablagerungen, verbessert die Klingenklarheit und trägt eine Schutzschicht auf, um Rost zu verhindern und die Schärfe zu erhalten. Dies ist entscheidend für professionelle Scheren, die in der Friseur-, Näh- und Bastelbranche verwendet werden, um Präzision und Haltbarkeit zu gewährleisten.

Verpackung
Die Verpackung von Scheren umfasst die Inspektion jedes Paares auf Qualität, gefolgt von der Verpackung oder dem Platzieren in schützenden Hüllen, um Schäden zu vermeiden. Etiketten und Pflegeanweisungen können beigefügt werden, um sicherzustellen, dass die Scheren in einwandfreiem Zustand für den Einzelhandel oder den direkten Versand ankommen.

Lager & Aufbewahrung
Lager- und Aufbewahrungseinrichtungen stellen sicher, dass Scheren ordnungsgemäß gelagert und für die Verteilung bereit verfügbar sind. Organisierte Regale, Klimakontrolle und Bestandsverfolgung erhalten die Produktqualität und verhindern Schäden.