กระบวนการผลิต
การผลิตกรรไกร Eversharp ไม่ใช่แค่ชุดของขั้นตอน แต่เป็นการแสดงถึงความมุ่งมั่นที่ไม่ยอมแพ้และฝีมือที่ยอดเยี่ยม ตั้งแต่การเลือกสแตนเลสญี่ปุ่นคุณภาพสูงอย่างระมัดระวังไปจนถึงกระบวนการที่ซับซ้อนของการประทับ, การอบความร้อน, การเจียร CNC, การทำมุม และอื่นๆ ทุกขั้นตอนสะท้อนถึงความมุ่งมั่นของเราในการแสวงหาความเป็นเลิศ เราเชื่อมั่นว่าเพียงแค่การใส่ใจในรายละเอียดอย่างพิถีพิถันเท่านั้นที่เราจะสามารถสร้างกรรไกรที่ยอดเยี่ยมจริงๆ ที่มอบประสบการณ์ที่คมชัด ทนทาน และสะดวกสบายให้กับผู้ใช้ กรรไกร Eversharp ไม่ใช่แค่เครื่องมือ แต่เป็นการแสดงออกที่สมบูรณ์แบบของจิตวิญญาณของช่างฝีมือ
กระบวนการผลิต

การปั๊มสแตนเลสสตีล
การปั๊มสแตนเลสเป็นขั้นตอนที่สำคัญซึ่งจำเป็นสำหรับการผลิตกรรไกรคุณภาพสูง กระบวนการของเราเริ่มต้นด้วยการเลือกแผ่นสแตนเลสญี่ปุ่นคุณภาพสูง ซึ่งจะถูกนำมาประมวลผลเพื่อสร้างใบมีดและด้ามกรรไกรที่ซับซ้อน ไม่ว่าจะใช้ในงานมืออาชีพหรือในงานประจำวันที่บ้าน กรรไกรปั๊มสแตนเลส Eversharp มอบคุณภาพที่ดีที่สุดในตลาด.

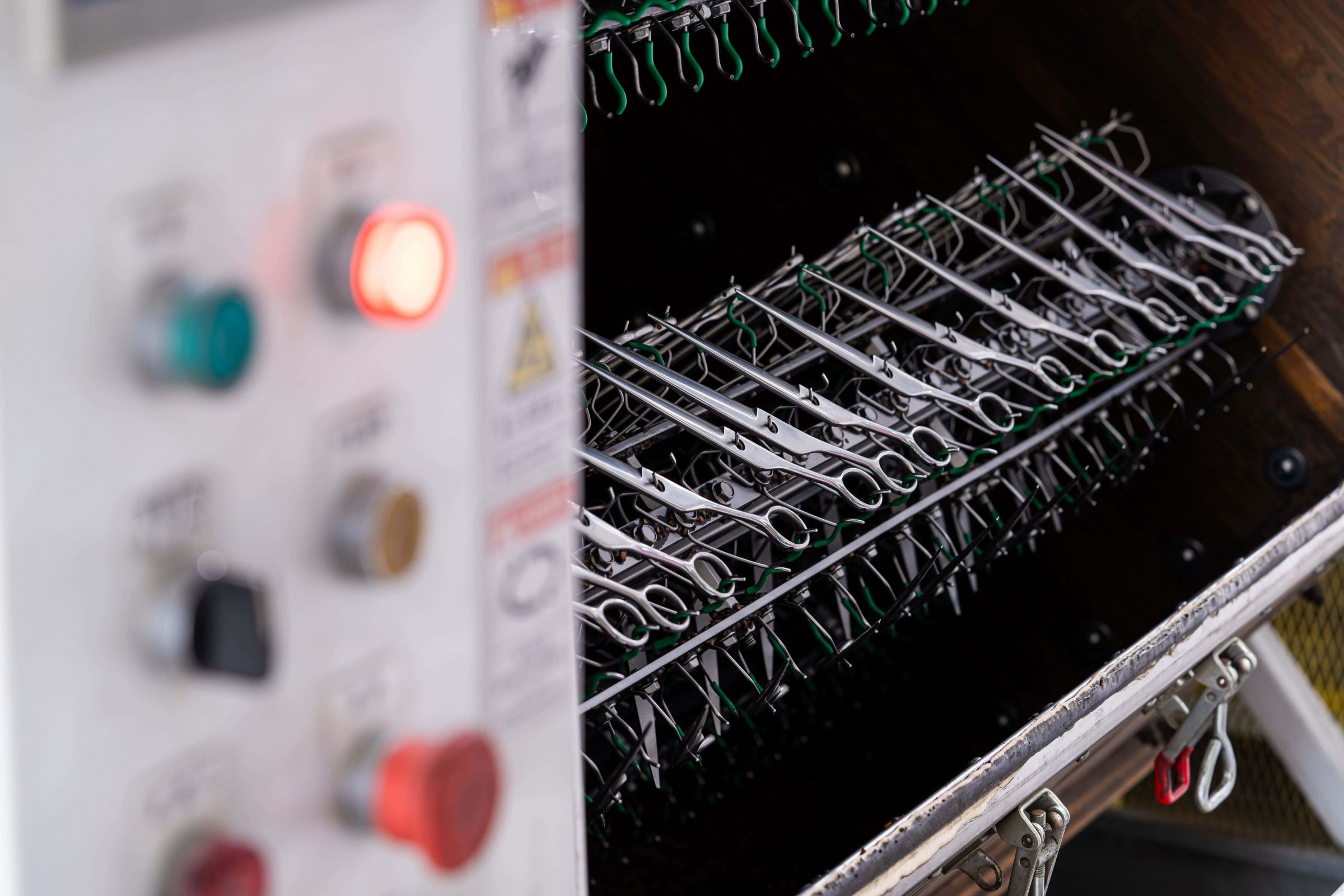
การอบอุ่น
การอบอุณหภูมิเป็นสิ่งสำคัญสำหรับการปรับปรุงประสิทธิภาพและความทนทานของกรรไกร โดยการให้ความร้อนกับใบมีดที่อุณหภูมิที่เฉพาะเจาะจงและทำให้เย็นลงในอัตราที่ควบคุมได้ เราจะปรับปรุงโครงสร้างของเม็ดโลหะ ทำให้มีความแข็งแรง ความทนทาน และความแข็งแกร่งมากขึ้น กระบวนการนี้ยังช่วยลดความเครียดภายในและปรับปรุงความต้านทานต่อการสึกหรอ ทำให้มั่นใจได้ว่าใบมีดยังคงคมและทนทาน.

การขัดแบบกลวงโดย CNC
การขัดผิวแบบ CNC เป็นวิธีที่แม่นยำในการเพิ่มความคมและประสิทธิภาพการตัดของกรรไกร มันทำให้การขัดผิวของพื้นผิวเว้า沿ใบมีดเป็นไปโดยอัตโนมัติ สร้างการขัดผิวแบบเว้าที่ช่วยปรับปรุงความแม่นยำของขอบ CNC รับประกันรูปทรงที่สม่ำเสมอ รักษาความหนาและการจัดแนวที่สม่ำเสมอ ผลลัพธ์คือกรรไกรที่มีประสิทธิภาพการตัดที่เหนือกว่า ลดแรงเสียดทาน และมีความคล่องตัวที่ดีกว่า

การขัดแบบเฉียง
ข้อกำหนดในการใช้ล้อขัดที่มีความขัดเจนแตกต่างกัน ชิ้นงานสามารถถูกนำออกได้โดยการบำบัดความร้อนของชั้นที่ถูกลดคาร์บอน แต่ยังช่วยให้ชิ้นงานมีขนาดและความหยาบที่เหมาะสม.

กรรไกรที่มีใบมีดแบบหมุด
ใบมีดรีเวทเชื่อมต่อกันด้วยรีเวทกลางที่ช่วยให้เปิดและปิดได้อย่างราบรื่นในขณะที่ยังคงความตรงและความมั่นคง ผลิตจากวัสดุที่ทนทานเช่นสแตนเลสหรือทองเหลือง รีเวทช่วยเพิ่มความแข็งแรงและอายุการใช้งาน.

การขัดแบบกลวงเงา
กรรไกรที่มีการขัดเส้นขัดมีขอบที่แม่นยำซึ่งช่วยเพิ่มความคมและประสิทธิภาพในการตัด ทำให้การตัดสะอาดและแม่นยำด้วยความพยายามน้อยที่สุด เทคนิคนี้ช่วยรักษาความสอดคล้องของใบมีดและการเก็บรักษาขอบตลอดเวลา.

การขัดเส้นขัด
กรรไกรที่มีการขัดเส้นขัดมีขอบที่แม่นยำซึ่งช่วยเพิ่มความคมและประสิทธิภาพในการตัด ทำให้การตัดสะอาดและแม่นยำด้วยความพยายามน้อยที่สุด เทคนิคนี้ช่วยรักษาความสอดคล้องของใบมีดและการเก็บรักษาขอบตลอดเวลา.

การขัดขอบตัด
การขัดขอบตัดของกรรไกรเป็นกระบวนการที่แม่นยำซึ่งมีการปรับรูปใบมีดเพื่อให้มีความคมและประสิทธิภาพสูงสุด มันช่วยให้มีความหนาที่สม่ำเสมอและมุมตัดที่คมเพื่อการตัดที่แม่นยำและง่ายดาย.

การปรับแต่งความโค้งของใบมีด
การปรับแต่งความโค้งของใบมีดในกรรไกรเกี่ยวข้องกับการปรับแต่งความโค้งของใบมีดเพื่อประสิทธิภาพและการใช้งานที่เหมาะสม การปรับแต่งนี้ช่วยเพิ่มความแม่นยำและลดความตึงเครียดที่ข้อมือ โดยใช้เทคนิคขั้นสูงเพื่อรักษาความสอดคล้องและการตัดที่ราบรื่น.

การประกอบ
การประกอบกรรไกรเป็นกระบวนการที่แม่นยำซึ่งมีการติดตั้งใบมีด, ด้ามจับ, และชุดสกรูอย่างเชี่ยวชาญเพื่อให้แน่ใจว่ามีประสิทธิภาพและความทนทานสูงสุด ทีมงานประกอบของเรามั่นใจในความสอดคล้อง, การประกอบที่มั่นคง, และการทำงานที่ราบรื่น.

การทำความสะอาดและหล่อลื่นกรรไกร
หลังจากการประกอบ กรรไกรจะถูกทำความสะอาดและหล่อลื่นเพื่อให้แน่ใจว่ามีประสิทธิภาพสูงสุดและอายุการใช้งานที่ยาวนาน กระบวนการนี้จะช่วยขจัดสิ่งสกปรก เพิ่มความชัดเจนของใบมีด และเคลือบชั้นป้องกันเพื่อป้องกันสนิมและรักษาความคม มันเป็นสิ่งจำเป็นสำหรับกรรไกรมืออาชีพที่ใช้ในงานทำผม การเย็บผ้า และงานฝีมือ เพื่อให้มั่นใจในความแม่นยำและความทนทาน.

บรรจุภัณฑ์
การบรรจุหีบห่อกรรไกรเกี่ยวข้องกับการตรวจสอบกรรไกรแต่ละคู่เพื่อคุณภาพ จากนั้นจึงห่อหรือวางในกรณีป้องกันเพื่อป้องกันความเสียหาย ป้ายและคำแนะนำในการดูแลอาจรวมอยู่ด้วย เพื่อให้มั่นใจว่ากรรไกรจะมาถึงในสภาพที่สมบูรณ์แบบสำหรับการขายปลีกหรือการจัดส่งโดยตรง.

คลังสินค้าและการจัดเก็บ
คลังสินค้าและสิ่งอำนวยความสะดวกในการจัดเก็บช่วยให้มั่นใจว่ากรรไกรถูกเก็บอย่างเหมาะสมและพร้อมสำหรับการจัดจำหน่าย การจัดเรียงชั้นวาง การควบคุมสภาพอากาศ และการติดตามสินค้าคงคลังช่วยรักษาคุณภาพของผลิตภัณฑ์และป้องกันความเสียหาย