生産プロセス
Eversharpは、単なる一連の工程以上のものであり、妥協のない献身と卓越した職人技の証です。高品質な日本製ステンレス鋼の慎重な選定から、スタンピング、熱処理、CNC研削、面取りなどの複雑な工程に至るまで、すべての段階が私たちの卓越性への執念を反映しています。私たちは、細部にまで徹底的に注意を払うことで、ユーザーに鋭く、耐久性があり、快適な体験を提供する真に優れたハサミを作り出せると固く信じています。Eversharpハサミは単なる道具ではなく、職人の精神を完璧に具現化したものです。
生産ワークフロー

ステンレス鋼のスタンピング
ステンレス鋼のスタンピングは、高品質なハサミを作るために不可欠な重要なステップです。私たちのプロセスは、プレミアムな日本製ステンレス鋼シートを選定することから始まり、それを加工してハサミの複雑な刃とハンドルを形成します。プロフェッショナル用でも家庭での日常的な作業でも、Eversharp ステンレス鋼スタンプハサミは、市場で最高品質のシアーを提供します。

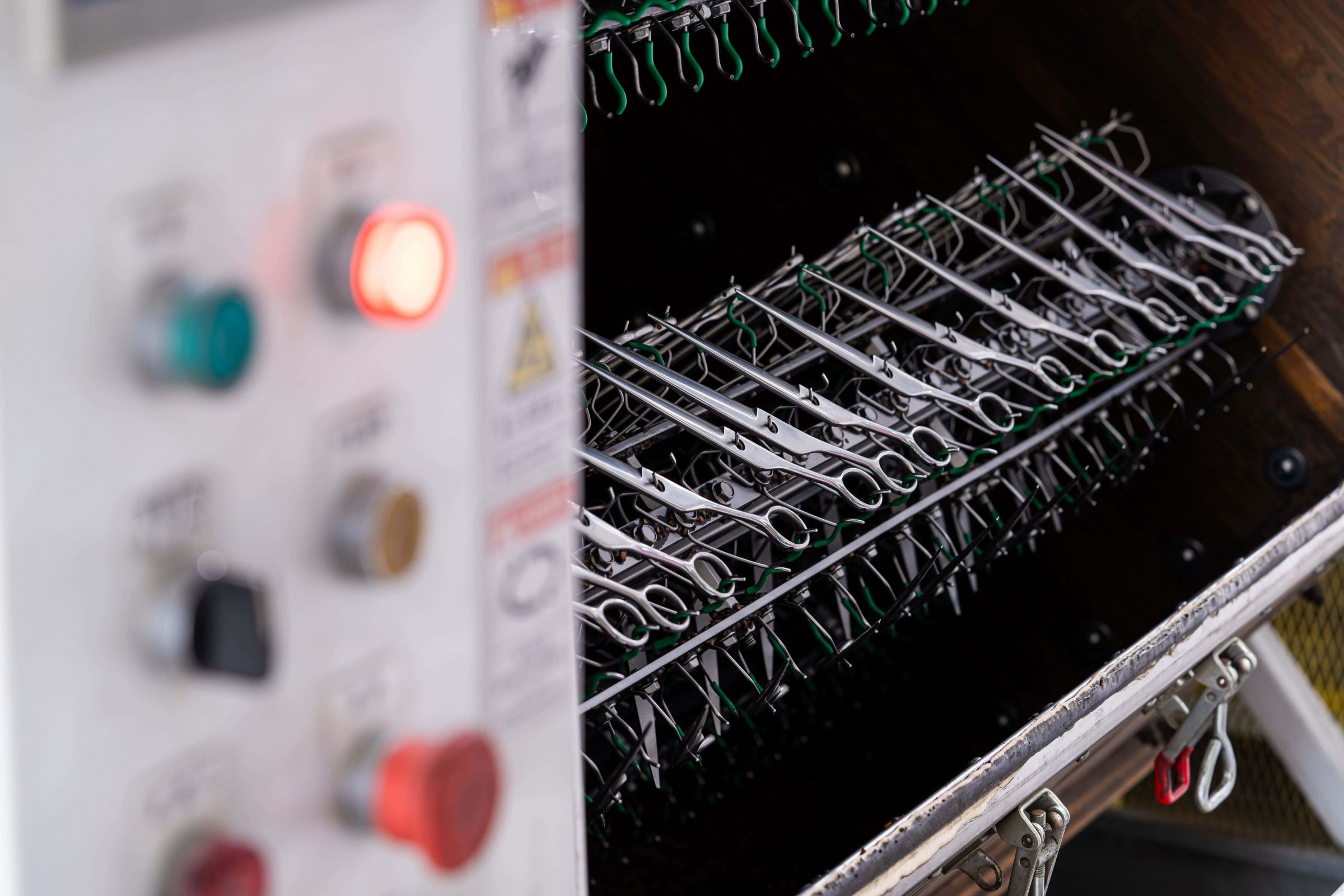
熱処理
熱処理は、はさみの性能と耐久性を向上させるために不可欠です。刃を特定の温度に加熱し、制御された速度で冷却することによって、金属の結晶構造を精製し、硬度、靭性、強度を向上させます。このプロセスは内部応力を減少させ、耐摩耗性を改善し、鋭い刃先と耐久性を確保します。

CNCによる中空研削
CNCの中空研削は、はさみの鋭さと切断効率を向上させるための精密な方法です。これは、刃に沿った凹面の研削を自動化し、エッジの精度を向上させる中空研削を作成します。CNCは一貫した形状を保証し、均一な厚さと整列を維持します。その結果、優れた切断性能、摩擦の低減、そしてより良い操作性を持つはさみが得られます。

面取り研削
異なる砥石を使用した仕様では、被加工物の脱炭層の熱処理によって除去することができ、また被加工物を適切な加工サイズと粗さにすることも可能です。

リベット刃のハサミ
リベットブレードは、中央のリベットによって接続されており、整列と安定性を確保しながらスムーズな開閉を可能にします。ステンレス鋼や真鍮などの耐久性のある材料で作られており、リベットは強度と耐久性を高めます。

中空研磨仕上げ
ホーンライン研磨を施したハサミは、鋭さと切断効率を高める精密なエッジを特徴としており、最小限の労力でクリーンで正確な切断を保証します。この技術は、刃のアライメントとエッジの保持を時間とともに維持するのに役立ちます。

ホーンライン研磨
ホーンライン研磨を施したハサミは、鋭さと切断効率を高める精密なエッジを特徴としており、最小限の労力でクリーンで正確な切断を保証します。この技術は、刃のアライメントとエッジの保持を時間とともに維持するのに役立ちます。

刃先研磨
ハサミの刃先研磨は、最適な鋭さと性能のために刃を形作る精密なプロセスです。均一な厚さと鋭い切断角度を確保し、 effortlessで正確な切断を実現します。

刃のキャンバー調整
ハサミの刃のキャンバー調整は、最適な性能と人間工学のために刃の曲率を微調整することを含みます。このカスタマイズにより、精度が向上し、手首の負担が軽減され、アライメントとスムーズな切断動作を維持するための高度な技術が使用されます。

組み立て
ハサミの組み立ては、刃、ハンドル、ネジセットを専門的に取り付けて、最適な性能と耐久性を確保する精密なプロセスです。私たちの組立チームは、適切なアライメント、確実な組み立て、スムーズな操作を保証します。

ハサミの清掃とオイル塗布
組み立て後、はさみは清掃され、潤滑油が塗布されて最適な性能と耐久性が確保されます。このプロセスは、ゴミを取り除き、刃の明瞭さを高め、錆を防ぎ、鋭さを維持するための保護層を適用します。これは、ヘアドレッシング、裁縫、クラフトに使用されるプロフェッショナルなはさみにとって不可欠であり、精度と耐久性を保証します。

パッケージング
ハサミの包装は、各ペアの品質を検査し、損傷を防ぐために保護ケースに包むか配置することを含みます。ラベルやケア指示が含まれる場合もあり、ハサミが小売または直接出荷のために無傷の状態で到着することを保証します。

倉庫と保管
倉庫と保管施設は、シザーが適切に保管され、配布のためにすぐに利用可能であることを保証します。整理された棚、気候制御、在庫追跡が製品の品質を維持し、損傷を防ぎます。