Processus de production
La production des ciseaux Eversharp est plus qu'une simple série d'étapes ; c'est un témoignage d'une dévotion sans compromis et d'un savoir-faire magistral. De la sélection minutieuse de l'acier inoxydable japonais de première qualité aux processus complexes de estampage, de traitement thermique, de meulage CNC, de biseautage, et au-delà, chaque étape reflète notre quête incessante de l'excellence. Nous croyons fermement que c'est uniquement par une attention méticuleuse aux détails que nous pouvons créer des ciseaux véritablement exceptionnels qui offrent aux utilisateurs une expérience tranchante, durable et confortable. Les ciseaux Eversharp ne sont pas de simples outils ; ils sont l'incarnation parfaite de l'esprit artisanal.
Flux de production

Estampage en acier inoxydable
Le estampage en acier inoxydable est une étape critique essentielle pour fabriquer des ciseaux de haute qualité. Notre processus commence par la sélection de feuilles d'acier inoxydable japonais de première qualité, qui sont ensuite transformées pour former les lames et les poignées complexes des ciseaux. Que ce soit pour un usage professionnel ou pour des tâches quotidiennes à la maison, les ciseaux estampés en acier inoxydable Eversharp offrent les meilleures cisailles sur le marché.

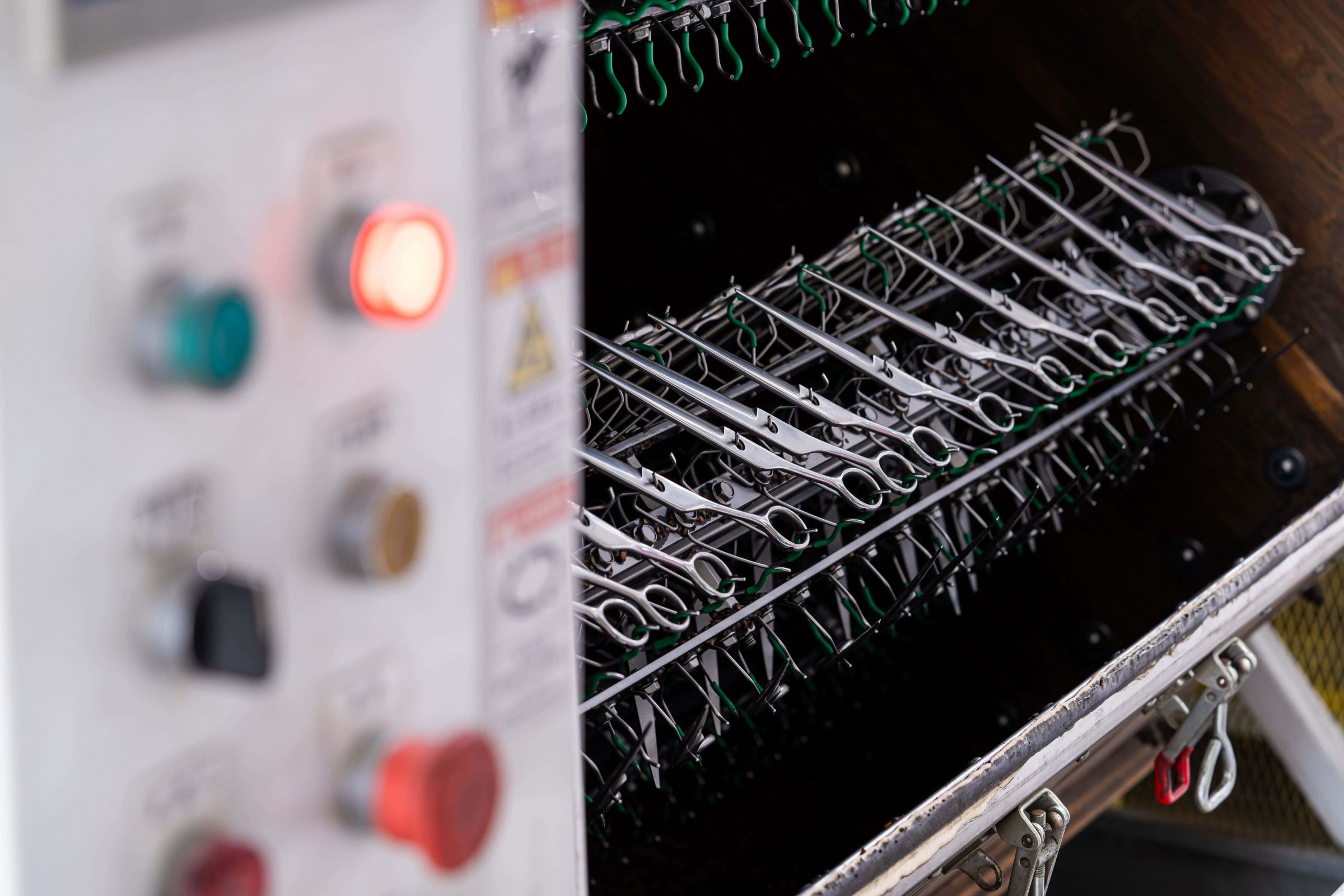
Traitement thermique
Le traitement thermique est essentiel pour améliorer la performance et la durabilité des ciseaux. En chauffant les lames à des températures spécifiques et en les refroidissant à des taux contrôlés, nous affinons la structure du grain du métal, améliorant ainsi la dureté, la ténacité et la résistance. Ce processus réduit également les contraintes internes et améliore la résistance à l'usure, garantissant des bords tranchants et une durabilité.

Meulage creux par CNC
Le meulage creux CNC est une méthode précise pour améliorer la netteté et l'efficacité de coupe des ciseaux. Il automatise le meulage des surfaces concaves le long de la lame, créant un meulage creux qui améliore la précision du tranchant. Le CNC garantit une géométrie cohérente, maintenant une épaisseur et un alignement uniformes. Le résultat est des ciseaux avec une performance de coupe supérieure, une friction réduite et une meilleure maniabilité.

Meulage biseauté
Les spécifications utilisant différentes meules abrasives, la pièce à usiner peut être retirée par traitement thermique de la couche décaburisée, mais permet également à la pièce d'atteindre une taille et une rugosité de traitement appropriées.

Ciseaux avec lames à rivets
Les lames de rivet sont reliées par un rivet central qui permet une ouverture et une fermeture en douceur tout en garantissant l'alignement et la stabilité. Fabriqué à partir de matériaux durables comme l'acier inoxydable ou le laiton, le rivet renforce la résistance et la longévité.

Affûtage creux poli
Les ciseaux avec affûtage de la ligne de meulage présentent un bord précis qui améliore la netteté et l'efficacité de coupe, garantissant des coupes nettes et précises avec un minimum d'effort. Cette technique aide à maintenir l'alignement de la lame et la rétention du tranchant au fil du temps.

Affûtage de la ligne de meulage
Les ciseaux avec affûtage de la ligne de meulage présentent un bord précis qui améliore la netteté et l'efficacité de coupe, garantissant des coupes nettes et précises avec un minimum d'effort. Cette technique aide à maintenir l'alignement de la lame et la rétention du tranchant au fil du temps.

Affûtage du tranchant
L'affûtage du tranchant des ciseaux est un processus précis qui façonne la lame pour une netteté et des performances optimales. Il garantit une épaisseur uniforme et un angle de coupe aiguisé pour des coupes précises et sans effort.

Ajustement de la cambrure des lames
L'ajustement de la cambrure des lames dans les ciseaux implique un réglage fin de la courbure de la lame pour des performances et une ergonomie optimales. Cette personnalisation améliore la précision et réduit la tension au poignet, en utilisant des techniques avancées pour maintenir l'alignement et une action de coupe fluide.

Assemblage
L'assemblage des ciseaux est un processus précis où les lames, les poignées et les ensembles de vis sont habilement ajustés pour garantir des performances optimales et une durabilité. Notre équipe d'assemblage veille à un bon alignement, à un assemblage sécurisé et à un fonctionnement fluide.

Nettoyage et huilage des ciseaux
Après l'assemblage, les ciseaux sont nettoyés et huilés pour garantir des performances optimales et une longévité. Ce processus élimine les débris, améliore la clarté des lames et applique une couche protectrice pour prévenir la rouille et maintenir la netteté. C'est essentiel pour les ciseaux professionnels utilisés en coiffure, couture et artisanat, garantissant précision et durabilité.

Emballage
L'emballage des ciseaux implique d'inspecter chaque paire pour la qualité, puis de les envelopper ou de les placer dans des étuis de protection pour éviter les dommages. Des étiquettes et des instructions d'entretien peuvent être incluses, garantissant que les ciseaux arrivent en parfait état pour la vente au détail ou l'expédition directe.

Entrepôt & Stockage
Les installations d'entrepôt et de stockage garantissent que les ciseaux sont correctement stockés et facilement disponibles pour la distribution. Des étagères organisées, un contrôle climatique et un suivi des stocks maintiennent la qualité des produits et préviennent les dommages.