Quy trình sản xuất
Việc sản xuất kéo Eversharp không chỉ là một chuỗi các bước; đó là minh chứng cho sự cống hiến không khoan nhượng và tay nghề tinh xảo. Từ việc lựa chọn cẩn thận thép không gỉ Nhật Bản cao cấp đến các quy trình phức tạp như dập, xử lý nhiệt, mài CNC, vát cạnh và hơn thế nữa, mỗi giai đoạn đều phản ánh sự theo đuổi không ngừng của chúng tôi về sự xuất sắc. Chúng tôi tin tưởng rằng chỉ thông qua sự chú ý tỉ mỉ đến từng chi tiết, chúng tôi mới có thể tạo ra những chiếc kéo thực sự xuất sắc, mang đến cho người dùng trải nghiệm sắc bén, bền bỉ và thoải mái. Kéo Eversharp không chỉ là công cụ; chúng là hiện thân hoàn hảo của tinh thần nghệ nhân.
Quy trình sản xuất

Dập Thép Không Gỉ
Việc dập thép không gỉ là một bước quan trọng cần thiết để chế tạo kéo chất lượng cao. Quy trình của chúng tôi bắt đầu bằng việc chọn các tấm thép không gỉ Nhật Bản cao cấp, sau đó được xử lý để tạo thành các lưỡi kéo và tay cầm tinh xảo. Dù là sử dụng cho chuyên nghiệp hay các công việc hàng ngày tại nhà, kéo dập thép không gỉ Eversharp cung cấp những chiếc kéo chất lượng tốt nhất trên thị trường.

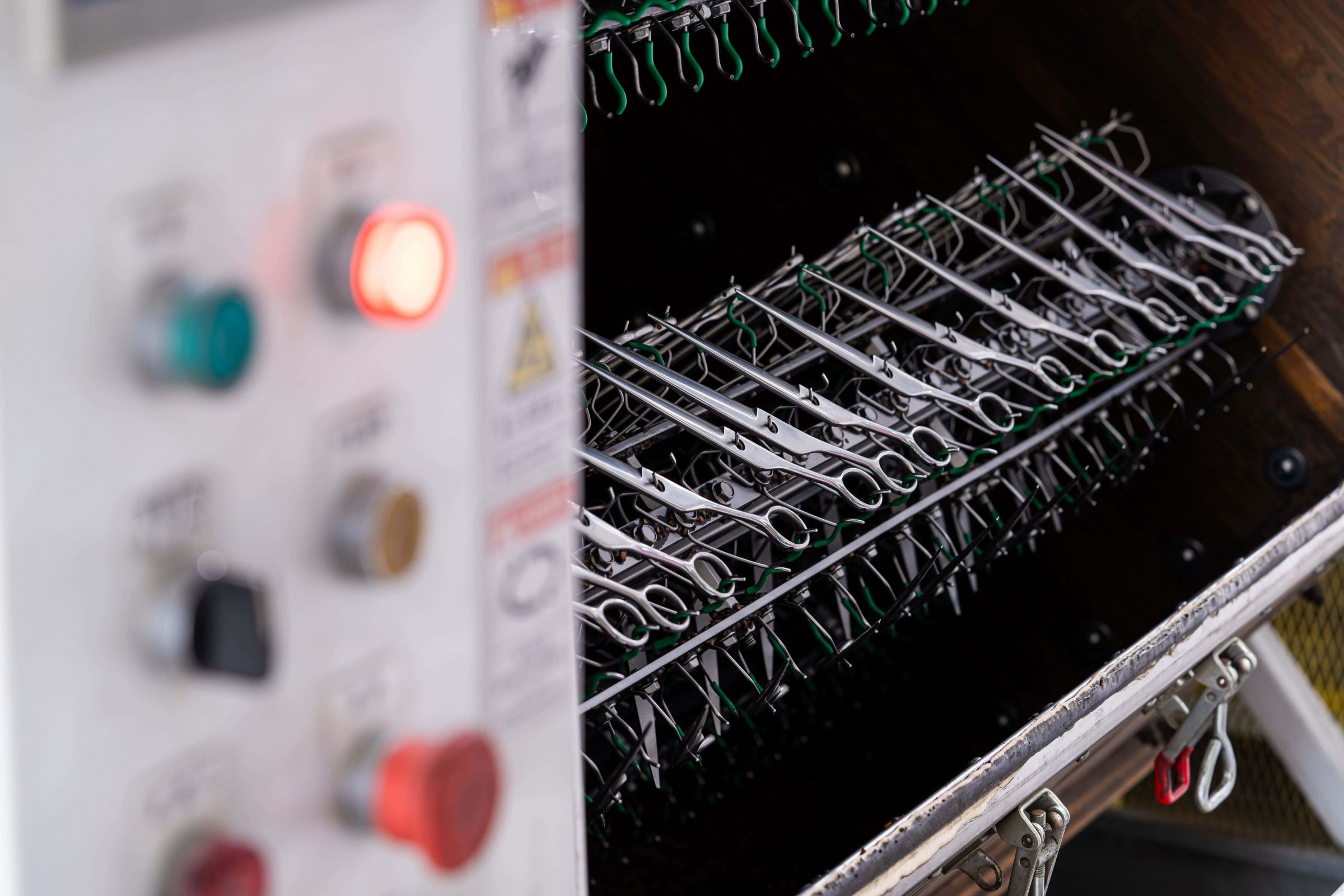
Xử lý nhiệt
Xử lý nhiệt là rất quan trọng để cải thiện hiệu suất và độ bền của kéo. Bằng cách nung nóng lưỡi kéo đến nhiệt độ cụ thể và làm nguội chúng ở tốc độ kiểm soát, chúng ta tinh chỉnh cấu trúc hạt của kim loại, nâng cao độ cứng, độ bền và sức mạnh. Quá trình này cũng giảm căng thẳng bên trong và cải thiện khả năng chống mài mòn, đảm bảo lưỡi kéo sắc bén và độ bền.

Mài Rỗng bằng CNC
Mài rỗng CNC là một phương pháp chính xác để nâng cao độ sắc bén và hiệu suất cắt của kéo. Nó tự động hóa quá trình mài các bề mặt lõm dọc theo lưỡi, tạo ra một lưỡi mài rỗng giúp cải thiện độ chính xác của cạnh. CNC đảm bảo hình học đồng nhất, duy trì độ dày và căn chỉnh đồng đều. Kết quả là những chiếc kéo có hiệu suất cắt vượt trội, giảm ma sát và khả năng điều khiển tốt hơn.

Mài Vát
Thông số kỹ thuật sử dụng bánh mài mài mòn khác nhau, chi tiết có thể được loại bỏ bằng cách xử lý nhiệt lớp khử cacbon, nhưng cũng cho phép chi tiết đạt kích thước và độ nhám xử lý phù hợp.

Kéo với lưỡi đinh tán
Lưỡi rivet được kết nối bằng một rivet trung tâm cho phép mở và đóng mượt mà trong khi đảm bảo sự căn chỉnh và ổn định. Được làm từ các vật liệu bền như thép không gỉ hoặc đồng, rivet tăng cường độ bền và tuổi thọ.

Mài rỗng bóng
Kéo với đường mài có lưỡi sắc nét giúp tăng cường độ sắc bén và hiệu quả cắt, đảm bảo những lần cắt sạch sẽ, chính xác với ít nỗ lực. Kỹ thuật này giúp duy trì căn chỉnh lưỡi và giữ cạnh theo thời gian.

Mài đường mài
Kéo với đường mài có lưỡi sắc nét giúp tăng cường độ sắc bén và hiệu quả cắt, đảm bảo những lần cắt sạch sẽ, chính xác với ít nỗ lực. Kỹ thuật này giúp duy trì căn chỉnh lưỡi và giữ cạnh theo thời gian.

Mài lưỡi cắt
Mài lưỡi cắt của kéo là một quá trình chính xác định hình lưỡi để đạt độ sắc bén và hiệu suất tối ưu. Nó đảm bảo độ dày đồng nhất và góc cắt sắc bén cho những lần cắt chính xác, dễ dàng.

Điều chỉnh độ cong của lưỡi
Điều chỉnh độ cong của lưỡi trong kéo liên quan đến việc tinh chỉnh độ cong của lưỡi để đạt hiệu suất và công thái học tối ưu. Việc tùy chỉnh này nâng cao độ chính xác và giảm căng thẳng cho cổ tay, sử dụng các kỹ thuật tiên tiến để duy trì căn chỉnh và hành động cắt mượt mà.

Lắp ráp
Lắp ráp kéo là một quá trình chính xác, nơi các lưỡi, tay cầm và bộ ốc vít được lắp đặt một cách chuyên nghiệp để đảm bảo hiệu suất và độ bền tối ưu. Đội ngũ lắp ráp của chúng tôi đảm bảo căn chỉnh đúng, lắp ráp chắc chắn và hoạt động mượt mà.

Vệ sinh và bôi dầu kéo
Sau khi lắp ráp, kéo được làm sạch và bôi dầu để đảm bảo hiệu suất tối ưu và độ bền lâu dài. Quá trình này loại bỏ bụi bẩn, tăng cường độ rõ nét của lưỡi kéo, và áp dụng một lớp bảo vệ để ngăn ngừa gỉ sét và duy trì độ sắc bén. Điều này rất cần thiết cho kéo chuyên nghiệp được sử dụng trong cắt tóc, may vá, và thủ công, đảm bảo độ chính xác và độ bền.

Đóng gói
Bao bì kéo bao gồm việc kiểm tra từng cặp để đảm bảo chất lượng, sau đó bọc hoặc đặt chúng vào các hộp bảo vệ để tránh hư hại. Nhãn và hướng dẫn chăm sóc có thể được bao gồm, đảm bảo rằng kéo đến tay người tiêu dùng trong tình trạng hoàn hảo cho việc bán lẻ hoặc giao hàng trực tiếp.

Kho & Lưu trữ
Các cơ sở kho và lưu trữ đảm bảo kéo được lưu trữ đúng cách và sẵn sàng cho việc phân phối. Kệ được tổ chức, kiểm soát khí hậu và theo dõi hàng tồn kho duy trì chất lượng sản phẩm và ngăn ngừa hư hỏng.